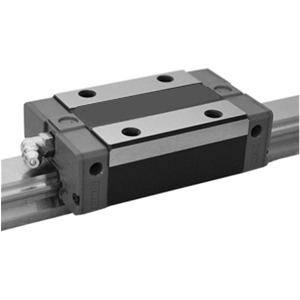


优势特点:THK母旋转式滚柱花键LTR25A加工方法 :花键轴的加工方法是有很多的。主要是采用滚切、铣削和磨削等切削加工方法,也可采用冷打、冷轧等塑性变形的加工方法。


| 型号 | 花键母尺寸 | ||||||||||||||||||||||||||||||||||||
| 外径 |
长度 L |
法兰直径 D1 |
D6 h7 |
D7 | H | L1 |
标准型 E |
K型 E |
油孔位置 F |
E1 | PCD | PCD1 | S×ℓ | d1 | |||||||||||||||||||||||
| D | 公差 | ||||||||||||||||||||||||||||||||||||
| LTR25A | 66 |
-0.010 -0.029 |
71 | 86 | 52 | 42 | 7 | 25 | 13 | 13 | 12.5 | - | 75 | 44 | M5×8 | 5.5 | |||||||||||||||||||||
| 型号 |
花键轴径 D0 h7 |
钢球列 | 基本额定扭矩 | 基本额定载荷 |
静态容许力矩
|
支撑轴承基本额定载荷 | 质量 | ||||||||||||||||
|
CT N▪m |
COT N▪m |
C KN |
CO KN |
MA N▪m |
C KN |
CO KN |
|||||||||||||||||
|
花键母 kg |
花键轴 kg/m |
||||||||||||||||||||||
| LTR25A | 25 | 6 | 105 | 103 | 15.2 | 25.8 | 210 | 9.7 | 10.6 | 0.79 | 3.9 | ||||||||||||
THK母旋转式滚柱花键LTR25A加工方法 :花键轴的加工方法是有很多的。主要是采用滚切、铣削和磨削等切削加工方法,也可采用冷打、冷轧等塑性变形的加工方法。
1、滚切法:用THK母旋转式滚柱花键LTR25A滚刀在花键轴铣床或滚齿机上按展成法加工, 这种方法生产率和精度均高,适用于批量生产。
2、铣削法:在万能铣床上用专门的成形铣刀直接铣出齿间轮廓,用分度头分齿逐齿铣削;若不用成形铣刀,也可用两把盘铣刀同时铣削一个齿的两侧, 逐齿铣好后再用一把盘铣刀对底径稍作修整。铣削法的生产率和精度都较低,主要用在单件小批生产中加工以外径定心的THK滚珠花键轴和淬硬前的粗加工。
3、磨削法:用成形砂轮在THK母旋转式滚柱花键LTR25A磨床上磨削花键齿侧和底径,适用于加工淬硬的花键轴或精度要求更高的、特别是以内径定心的花键轴。
4、冷打法:在专门的机床上进行。对称布置在工件圆周外侧的两个打头,随着工件的分度回转运动和轴向进给作恒定速比的高速旋转,工件每转过1齿,打头上的成形打轮对工件齿槽部锤击1次,在打轮高速、高能运动连续锤击下,工件表面产生塑性变形而成花键。冷打的精度介于铣削和磨削之间,效率比铣削约高5倍左右,冷打还可提高材料利用率。