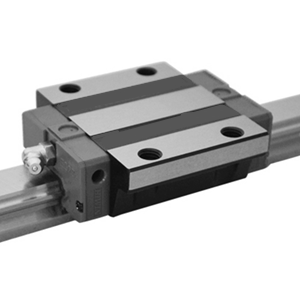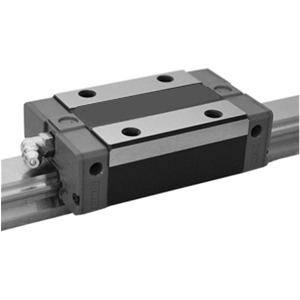





优势特点:日本THK直线导轨滑块SVS45LC属于机床用超重载荷导轨,组合高度为52,滑块对称安装孔为100*80。THK直线导轨系统的设计,力求固定元件和移动元件之间有最大的接触面积,这不但能提高系统的承载能力,而且系统能承受间歇切削或重力切削产生的冲击力,把作用力广泛扩散,扩大承受力的面积。


| 型号 | 外形尺寸 | LM滑块尺寸 | H3 | ||||||||||||||||||||||||
|
高度 M |
宽度 W |
长度 L |
B | C | S | H | L1 | t | T | T1 | K | N | f0 | E | e0 | D0 | 油嘴 | ||||||||||
| SVS45LC | 52 | 120 | 171 | 100 | 80 | M12 | 10.5 | 137.8 | 22.1 | 20.6 | 20 | 40.4 | 13.9 | 8 | 16 | 8.5 | 5.2 | B-PT1/8 | 11.6 | ||||||||
| 型号 | LM轨道尺寸 | 基本额定负荷 |
静态容许力矩 kN•m*
|
质量 | |||||||||||
|
宽度W1 ±0 -0.05 |
W2 |
高度 M1 |
孔距 F |
d1×d2×h |
长度 Max |
C kN |
Co kN |
MA | MB | MC | |||||
| 单滑块 | 两个紧靠的轴承套 | 单滑块 | 两个紧靠的轴承套 | 单滑块 |
LM滑块 kg |
LM轨道 kg/m |
|||||||||
| SVS45LC | 45 | 37.5 | 29 | 105 | 14×20×17 | 3090 | 123 | 178 | 3.58 | 17.5 | 3.31 | 16.2 | 3.44 | 3.6 | 9.5 |
日本THK直线导轨SVS45LC生锈解决方法揭秘
有经验的数控车床、加工中心操作工一定遇见过:在日常生产中使用防锈型切削液,按理说其防锈效果是非常不错的,加工后产品的工序间防锈周期也能够达到预期的效果,可就是生产设备数控车床、加工中心的工作台和导轨经常出现锈迹。
加工后的工件防锈性能尚可那么就基本可以排除切削液防锈性能差这么个观点,也可以排除是切削液直接造成的导轨锈蚀。
这就要归结THK直线导轨SVS45LC上门涂抹的导轨油了。导轨油通常是由基础油矿物油和部分硫、磷抗磨剂组成的,切削液在循环过程中与导轨油接触产生部分油水混合物,即油泥。
油比水轻,并且油吸收了切削液中大部分的碱和防锈成分,加上水的作用使得THK直线导轨SVS45LC非常容易被氧化锈蚀。
这还不是导轨锈蚀的主要原因,主要原因是导轨油中的硫、磷等抗磨剂在切削液主要成分水的作用下被水解,硫、磷等成分对钢铁件有严重的腐蚀性,这才是导轨锈蚀的最主要的原因。
解决导轨锈蚀的方法要么就是把水性切削液换为油性的切削油、乳化油或者换用清洗效果不是特别好的切削液再或者就是选择用钼作为抗磨原料的导轨油。
以上就是关于THK直线导轨SVS45LC生锈解决方法了,希望对大家有所帮助!
上一篇:SVS45C
下一篇:SVS55C